




HD20 उच्च-परिशुद्धता अप्टिकल रेखीय एन्कोडरहरू
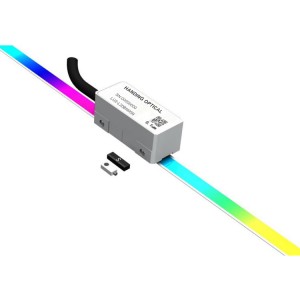
१. उत्पादन अवलोकन
स्टील बेल्ट ग्रेटिंग भनेकोपरिशुद्धता मापन उपकरणविभिन्न उद्योगहरूमा रेखीय र कोणीय स्थिति अनुप्रयोगहरूको लागि डिजाइन गरिएको। यसले उच्च परिशुद्धता र दीर्घकालीन विश्वसनीयताको लागि उन्नत अप्टिकल प्रविधिसँग बलियो निर्माणलाई संयोजन गर्दछ।
२. मुख्य विशेषताहरू
उत्कृष्ट दोहोरिने क्षमताको साथ उच्च मापन शुद्धता।
टिकाउ र कठोर औद्योगिक वातावरण प्रतिरोधी।
स्वचालन र नियन्त्रण प्रणालीहरूसँग एकीकरणलाई समर्थन गर्दछ।
लागत-प्रभावकारिताको लागि कम मर्मतसम्भार डिजाइन
३. प्राविधिक विशिष्टताहरू
सामाग्री:उच्च-शक्तिको स्टेनलेस स्टील।
शुद्धता ग्रेड:±३ µm/m वा ±५ µm/m (मोडेलमा निर्भर गर्दै)।
अधिकतम लम्बाइ:५० मिटरसम्म (आवश्यकता अनुसार अनुकूलन योग्य)।
चौडाइ:१० मिमी देखि २० मिमी (विशिष्ट मोडेलहरू फरक हुन सक्छन्)।
संकल्प:संग उपयुक्तउच्च-परिशुद्धता अप्टिकल सेन्सरहरू(प्रणाली कन्फिगरेसनमा निर्भर गर्दै ०.०१ µm सम्म)।
सञ्चालन तापमान दायरा:-१०°C देखि ५०°C सम्म।
भण्डारण तापमान दायरा:-२०°C देखि ७०°C सम्म।
थर्मल एक्सपेन्सन गुणांक:१०.५ × १०⁻⁶ /°C।
घडी आवृत्ति:२० मेगाहर्ट्ज
४. आयाम रेखाचित्र
स्टील बेल्ट ग्रेटिंगको आयामहरू प्राविधिक रेखाचित्रमा विस्तृत रूपमा वर्णन गरिएको छ, जसले निम्न निर्दिष्ट गर्दछ:
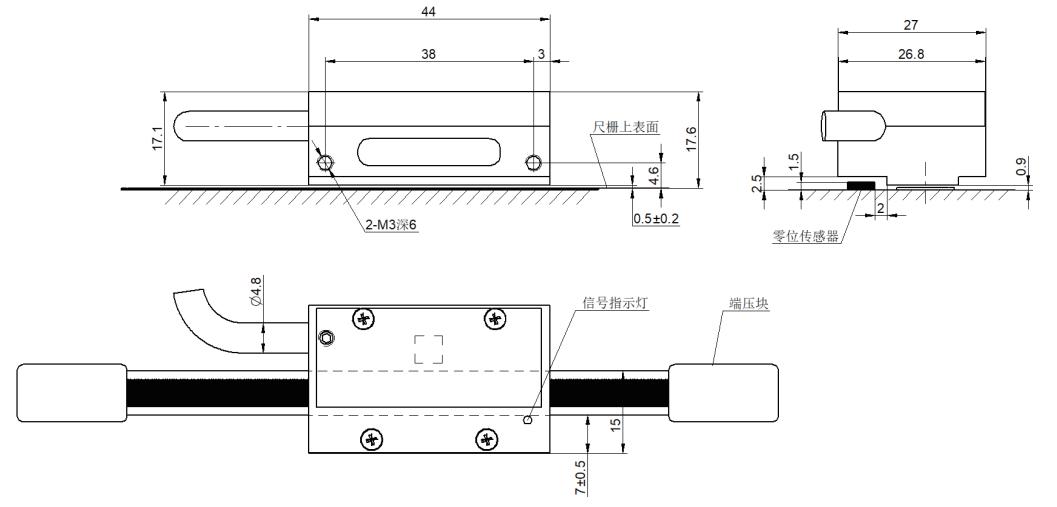
ग्रेटिंग बडी:लम्बाइ मोडेल अनुसार फरक हुन्छ (५० मिटर सम्म); चौडाइ १० मिमी र २० मिमी बीच हुन्छ।
माउन्टिंग प्वाल स्थितिहरू:सुरक्षित र स्थिर स्थापनाको लागि सटीक रूपमा पङ्क्तिबद्ध।
मोटाई:सामान्यतया ०.२ मिमी देखि ०.३ मिमी, मोडेलमा निर्भर गर्दछ।
५. D-SUB कनेक्टर विवरणहरू
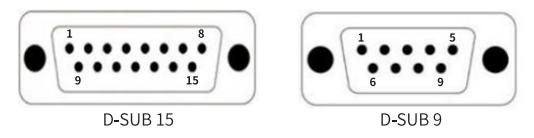
पिन कन्फिगरेसन:
पिन १: पावर सप्लाई (+५V)
पिन २: जमिन (GND)
पिन ३: सिग्नल ए
पिन ४: सिग्नल बी
पिन ५: इन्डेक्स पल्स (Z सिग्नल)
पिन ६–९: अनुकूलन कन्फिगरेसनको लागि आरक्षित।
कनेक्टर प्रकार:प्रणाली डिजाइनमा निर्भर गर्दै ९-पिन D-SUB, पुरुष वा महिला।
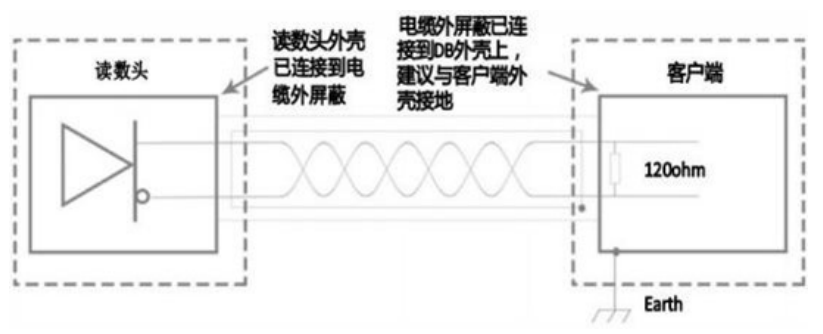
६. विद्युतीय तार रेखाचित्र
विद्युतीय तार रेखाचित्रले स्टील बेल्ट ग्रेटिंग र प्रणाली नियन्त्रक बीचको जडानहरूको रूपरेखा प्रस्तुत गर्दछ:
विद्युत आपूर्ति:+५V र GND लाइनहरूलाई नियमित पावर स्रोतमा जडान गर्नुहोस्।
सिग्नल लाइनहरू:सिग्नल A, सिग्नल B, र इन्डेक्स पल्स नियन्त्रण एकाइमा सम्बन्धित इनपुटहरूमा जडान हुनुपर्छ।
ढाल:विद्युत चुम्बकीय हस्तक्षेप रोक्न केबल शिल्डको उचित ग्राउन्डिङ सुनिश्चित गर्नुहोस्।
७. स्थापना निर्देशिकाहरू
*स्थापना सतह सफा, समतल र फोहोरमुक्त छ भनी सुनिश्चित गर्नुहोस्।
*सटीक स्थिति निर्धारणको लागि सिफारिस गरिएका माउन्टिङ कोष्ठकहरू र पङ्क्तिबद्ध उपकरणहरू प्रयोग गर्नुहोस्।
* कुनै पनि मोड़ वा मोड़ नहोस् भनी सुनिश्चित गर्दै, जालीलाई मापन अक्षसँग मिलाउनुहोस्।
*स्थापना गर्दा तेल वा पानी जस्ता दूषित पदार्थहरूको सम्पर्कबाट बच्नुहोस्।
८. सञ्चालन निर्देशनहरू
*प्रयोग गर्नु अघि उचित पङ्क्तिबद्धता र क्यालिब्रेसन पुष्टि गर्नुहोस्।
*सञ्चालनको क्रममा ग्रेटिंगमा अत्यधिक बल प्रयोग नगर्नुहोस्।
*पठनमा कुनै पनि विचलनको लागि निगरानी गर्नुहोस् र आवश्यकता अनुसार पुन: क्यालिब्रेट गर्नुहोस्।
९. मर्मतसम्भार र समस्या निवारण
मर्मतसम्भार:
* नरम, लिन्ट-रहित कपडा र अल्कोहल-आधारित क्लिनर प्रयोग गरेर ग्रेटिंग सतह सफा गर्नुहोस्।
* भौतिक क्षति वा गलत अलाइनमेन्टको लागि आवधिक रूपमा जाँच गर्नुहोस्।
* खुकुलो स्क्रूहरू कस्नुहोस् वा जीर्ण कम्पोनेन्टहरू बदल्नुहोस्।
समस्या निवारण:
*असंगत मापनको लागि, पङ्क्तिबद्धता जाँच गर्नुहोस् र पुन: क्यालिब्रेट गर्नुहोस्।
*अप्टिकल सेन्सरहरू अवरोध वा प्रदूषणमुक्त छन् भनी सुनिश्चित गर्नुहोस्।
*समस्या रहिरह्यो भने प्राविधिक सहयोगलाई सम्पर्क गर्नुहोस्।
१०. आवेदनहरू
स्टील बेल्ट ग्रेटिंग सामान्यतया निम्नमा प्रयोग गरिन्छ:
*रोबोटिक पोजिसनिङ सिस्टम।*
*प्रेसिजन मेट्रोलोजी उपकरणहरू.
*औद्योगिक उत्पादन प्रक्रियाहरू।




-

फोन
-

इमेल
-

व्हाट्सएप
व्हाट्सएप

-

WeChat ले

-

शीर्ष




